

คุณจะมีวิธีการวัดขนาดเส้นผ่าศูนย์กลางรูที่มีขนาดเท่ากับ 1 ใน 10 ของขนาดเส้นผมมนุษย์ ได้ด้วยวิธีการอย่างไร หรือ การวัดค่าความร้อนจากการจับชิ้นส่วนในมือของคุณ เหล่านี้เป็นปัญหาที่ต้องพบเจอเมื่อต้องทำการวัดในระดับไมครอน
ในฐานะผู้เชี่ยวชาญของ Six Sigma ใน Tenneco งานที่ได้รับมอบหมายให้ทำเพื่อให้ธุรกิจเดินเข้าสู่การผลิตที่มีความแม่นยำสูง ในโครงงานของนี้คือ การศึกษาเครื่องมือวัด (Gage studies) และการวิเคราะห์ระบบการวัด MSA ซึ่งเป็นการทวนสอบ ระบบการวัดว่ามีความเชื่อถือได้และแม่นยำหรือไม่ ซึ่งถ้าไม่มีโปรแกรมทางสถิติ Minitab การทำงานนี้อาจก็อาจทำให้ เป็นเรื่องยากมาก
Tenneco เป็นบริษัท ที่ผลิตระบบเกี่ยวกับอากาศในเครื่องยนต์ ระบบเสริมสมรรถภาพการขับขี่ของรถยนต์ และยานยนต์ ประเภทอื่นๆ Tenneco มีรายได้ต่อปี 7.4 พันล้าน USD และบริษัทมีแผนที่จะเติบโต และ เป็นผู้ผลิตระบบขับเคลื่อนที่มีผลกระทบต่อตลาดโลกอย่างมากที่สุดภายใน 5 ปีข้างหน้า
ในบริษัทได้มีการพัฒนากลุ่มด้าน Six Sigma ซึ่งถือเป็นส่วนหนึ่งของโครงการ “Tenneco Global Process Excellence” และ Minitab ได้เข้าไปมีส่วนร่วมในการฝึกอบรมและทำโครงงานต่างๆในบริษัทด้วย
การทวนสอบระบบการวัด
การทวนสอบระบบการวัดในกระบวนการผลิตและงานประกอบชิ้นส่วนที่มีความแม่นยำสูง เราใช้ Minitab ในการเก็บข้อมูลเพื่อนำมาประกอบการตัดสินใจและการปรับปรุงงานอย่างต่อเนื่อง
แม้ส่วนที่เล็กที่สุดก็ต้องให้ได้ตรงตามข้อกำหนดเฉพาะ การผลิตที่มีการกำหนดค่าความเผื่อ (Tolerance) ในช่วง 10-20 ไมครอน จะต้องอาศัยกระบวนการพิเศษในการผลิตรวมทั้งในกระบวนการวัดด้วย รวมทั้งความซับซ้อนที่เพิ่มมากขึ้น เมื่อต้องทำงานที่มาจากแหล่งผู้ผลิต (suppliers) หลายๆเจ้า จากหลายๆประเทศและ มาประกอบกันหลายๆชิ้นส่วน
เพื่อให้เป็นไปตามข้อตกลงระหว่างผู้ผลิต (Suppliers) กับ Tennecoในการวัดชิ้นส่วนต่างๆ เราจึงมีการพัฒนา กระบวนการทำงานที่มีการทวนสอบด้วยความแม่นยำและความถูกต้องสูง เช่น ระบบการวัด CMM และระบบการวัด ด้วยการประมวลภาพ (vision)
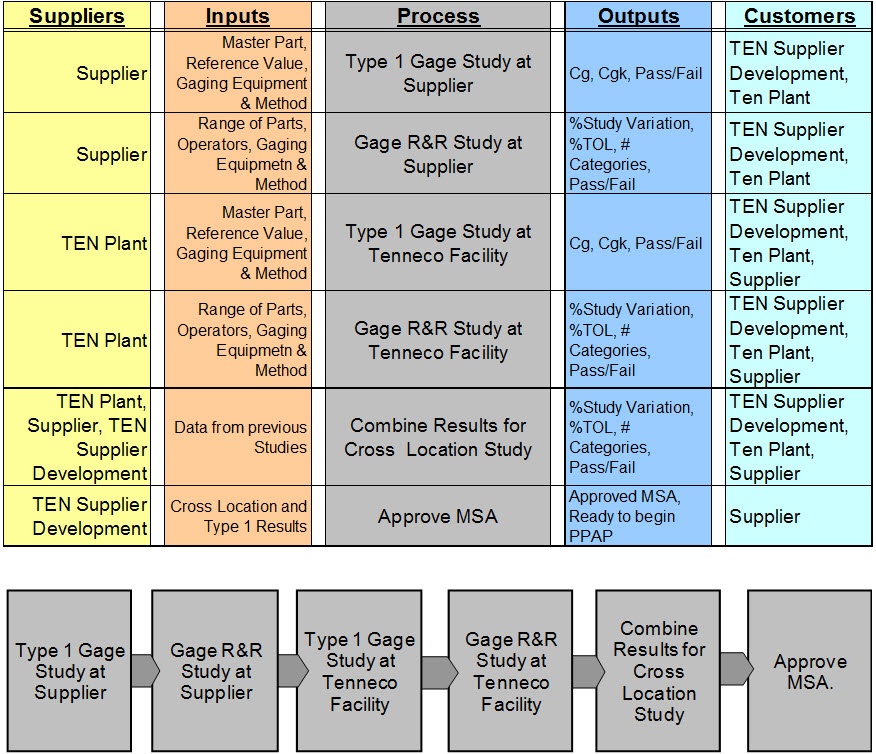
จากแผนภาพกระบวนการ SIPOC (supplier, Input, Process, Output, Customer) แสดงถึงความสัมพันธ์ของ เครื่องมือวัดและกระบวนการผลิตตามรูปแบบใหม่ดังนี้
ถ้าเครื่องมือวัดบกพร่องอะไรจะเกิดขึ้น
ในการศึกษาเครื่องมือวัดใดใดที่ได้ผลว่าเครื่องมือนั้นไม่มีคุณภาพ เราจะทำการแก้ไข้เครื่องมือวัดนั้นด้วยวิธีการดังนี้ สมมติว่าผลจากการทำ type 1 gage study ให้ผลว่าผลการวัดจากทั้ง 2 ตำแหน่งไม่เป็นไปในทางเดียวกัน แต่ยังอยู่ในช่วงของค่าเผื่อที่มีขนาดเล็กมาก แต่ค่าความแตกต่างที่มีขนาดเล็กนี้อาจส่งผลที่มีความสำคัญอย่างมากต่อระบบ การวัด เช่น ความแตกต่างของค่าวัดหนึ่งที่เป็นผลมาจากอุณหภูมิภายในห้องทดลองของ CMM ที่ไม่อยู่ภายใต้ค่าที่กำหนด และ อีกสาเหตุหนึ่งคือชนิดของเลนส์ที่แตกต่างกันของกล้องที่ใช้วัดด้วยการระบบการประมวลด้วยภาพ
ตัวอย่างด้านล่างนี้ คือ ขั้นตอนของการศึกษาและวิเคราะห์ระบบการวัดด้วยการประมวลภาพจาก Minitab ในหัวข้อ Type 1 เพื่อทำการหาความสามารถในการทำซ้ำ (Repeatability) ของระบบการวัดด้วยการประมวลภาพ ซึ่งแสดงให้เห็นว่าการวางชิ้นงานลงในเครื่องมือวัดใหม่ แล้วทำการปรับตั้งค่าอีกครั้งหนึ่งก่อนทำการวัดทำให้เกิดการเบี่ยงเบนได้ ซึ่งอาจเกิดจากการจับวางชิ้นงาน
ในการศึกษา ใช้ชิ้นงานเพื่อทำการทดสอบการวัดจำนวน 25 ชิ้น โดยให้ใช้วิธีการนำชิ้นงาน วางในเครื่องมือวัด แล้วทำการวัด 25 ครั้ง กับอีกหนึ่งวิธีการ คือ นำชิ้นงานวางลงในเครื่องใหม่ก่อนทำการวัดทุกครั้งแล้วอ่านค่าวัด อีก 25 ครั้ จากการวิเคราะห์พบว่าการหยิบวางชิ้นงานทำให้ค่าวัดเปลี่ยนแปลง ซึ่งค่าความต่างนี้ถือเป็นความต่างอย่างมี นัยสำคัญทางสถิติแต่ไม่มีความต่างอย่างมีนัยสำคัญในทางปฏิบัติ (Statistically significant, but not practically significant) ซึ่งผลจากการศึกษาในครั้งนี้ทำให้วิศวกรที่ทำงานในการผลิตและการออกแบบได้เข้าใจและแปลผลค่าวัดต่างๆที่ได้ใน ห้องทดลองได้ดีขึ้น
สองกราฟด้านล่างนี้แสดงให้เห็นถึงผลจากการวิเคราะห์ Type 1 ของ Minitab ของการทดลองทำการวัดชิ้นงานแบบ มีการวางชิ้นงานใหม่ก่อนการวัดทุกครั้งและไม่มีการวางชิ้นงานใหม่ก่อนการวัด การทดลองทั้งสองแบบมีค่าวัดที่แตกต่างกัน และเมื่อทำการทดสอบค่าความแปรปรวนจากทั้งวัดทั้ง 2 วิธี พบว่า ความแปรปรวนที่ได้จากการวัดทั้ง 2 วิธีนี้มีค่าแตกต่างกัน
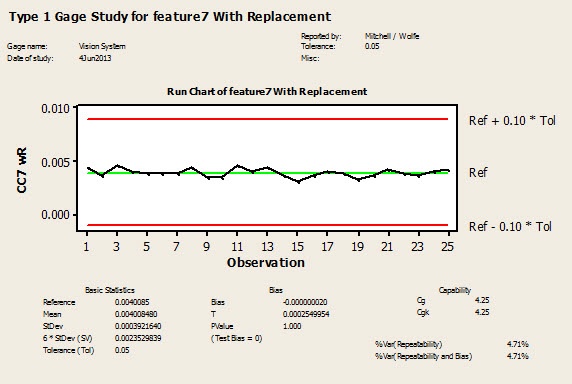

จากแผนภาพ scatter พบว่าการวัดแบบที่มีการวางชิ้นงานใหม่ทุกครั้ง ทำให้มีค่าความเบี่ยงเบนมาตรฐาน (Standard deviation) สูงกว่าอีกวิธี ซึ่งถือว่ามีนัยสำคัญทางสถิติ แต่ในทางปฏิบัติยังเป็นค่าที่ยอมรับได้

การศึกษาเครื่องมือวัดด้วย Minitab ถือเป็นหนึ่งหัวข้อสำคัญที่มีความสัมพันธ์โดยตรงกับกระบวนการผลิต ซึ่งทาง Minitab ได้มีโอกาสเข้าร่วมกับโครงการ Six Sigma ของ Tenneco ตั้งแต่ปี 2000
การใช้กราฟเป็นเครื่องมือในการวิเคราะห์ที่สะดวกและใช้ได้ผลเป็นอย่างดี ซึ่งในสายงาน Six Sigma มีการนำมาใช้อยู่เป็นประจำ ซึ่งใน Tenneco จะมีการนำมาใช้ในเรื่อง Gage study , การแก้ปัญหา (Problem Solving) โปรแกรมด้านคุณภาพ ที่มีอยู่หลายโครงงานใน Tenneco
ประวัติผู้เขียนรับเชิญ
Dan Wlofe เป็น Certified Lean Six Sigma Master Belt ที่ Tenneco เขาทำงานเป็นหัวหน้าโครงงานในวิศวกรรม, Supply Chain และ Manufacturing and Business Process. ในปี 2006 เขาได้รับรางวัล Tenneco CEO for Six Sigma ในฐานะ Master Belt เขาได้มีการฝึกอบรม และได้มีการพัฒนา เครื่องมือในการออกแบบการผลิตต่างๆ ตั้งแต่ปี 2007 , Dan จบทางด้าน BSME จาก Ohio State University และ MSME จาก Oakland University และจาก The Chrysler Institute of Engineering for Automotive Engineering
บทความต้นฉบับ : Doing Gage R&R at the Microscopic Level
ต้นฉบับนำมาจาก Minitab blog , แปลและเรียบเรียงโดยสุวดี นำพาเจริญ,
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ