

ในวงการผลิตหลายแห่ง โดยเฉพาะอย่างยิ่งในอุตสาหกรรมการจัดหาและการผลิตชิ้นส่วนยานยนต์ จำนวนตัวอย่างมาตรฐานสำหรับการศึกษาความสามารถกระบวนการคือ 30 ชิ้นหรือชิ้นส่วน เช่นเดียวกับการคำนวณทางสถิติ ขนาดตัวอย่างมีผลผกผันกับข้อผิดพลาด เมื่อขนาดตัวอย่างเพิ่มขึ้น ข้อผิดพลาดก็ลดลง ขณะที่เราประเมินความสามารถของกระบวนการ เราต้องการให้ข้อผิดพลาดลดลง ดังนั้นจึงน่าจะต้องการขนาดตัวอย่างที่ใหญ่ขึ้น
ทำไมการศึกษาความสามารถกระบวนการถึงเรียกว่าเสร็จสมบูรณ์? เพื่อเหตุผลสามประการ
- เพื่อประเมินพฤติกรรมกระบวนการ – ยังคงเสถียรหรือไม่ / คาดการณ์ได้ไหม (‘กระบวนอยู่ในควบคุม’) หรือมันไม่เสถียร / คาดการณ์ไม่ได้ (‘กระบวนการไม่อยู่ในควบคุม’)?
- เพื่อประเมินกระบวนการ ‘ประสิทธิภาพที่แท้จริง’ กับ ข้อกำหนด(สเปค) ว่าดีพอที่มันจะมีศักยภาพในการผลิตชิ้นส่วนภายใต้ข้อกำหนด(สเปค) ในอนาคต
- เพื่อหาว่ามีจำนวนเท่าไหร่ที่กระบวนการนี้มีแนวโน้มจะผลิดออกนอกข้อกำหนด(สเปค)
กฎของ 30 มาจากไหน?
หลายคนใช้ 30 ชิ้นเป็นจุดตัดเนื่องจากความเข้าใจผิดว่าสำหรับการวิเคราะห์ที่จะ ‘มีนัยสำคัญทางสถิติ’ พวกเขาต้องการ 30 ตัวอย่าง ดังนั้น ’30’ จึงกลายเป็นตัวเลขที่ค่อนข้างธรรมดาซึ่งผู้คนมักจะเห็นด้วยว่ามีขนาดใหญ่พอ แม้ว่าจะเป็นความจริงที่หมายเลข 30 มีบทบาทในสถิติ โดยเฉพาะอย่างยิ่งเรื่องการแจกแจงแบบ t (t-distribution), ไม่มีความสัมพันธ์ระหว่างตัวเลขนั้นกับความสามารถในการประเมินพฤติกรรมเป็นไปอย่างเหมาะสมและความสามารถเทียบกับข้อกำหนด(สเปค) ขออภัยในการประยุกต์ใช้นี้ จำนวน 30 ไม่เพียงพอที่จะเป็นตัวแทนของกระบวนการได้อย่างเหมาะสม
ในอุตสาหกรรมยานยนต์ ตามกฎที่แท้จริงคือ 100!
เช่นตัวอย่างในคู่มือการควบคุมกระบวนการทางสถิติ (SPC) และกระบวนการอนุมัติชิ้นส่วนการผลิต (PPAP) ที่เผยแพร่โดยกลุ่มปฏิบัติการอุตสาหกรรมยานยนต์ (Automotive Industry Action Group-AIAG) พวกเขากำหนด 100 ชิ้นเป็นขนาดตัวอย่างที่เหมาะสมสำหรับการศึกษาความสามารถเบื้องต้น (อิงจากกลุ่มย่อย 20 จากกลุ่มย่อย 5 หรือ 25 จากกลุ่มย่อย 4) อย่างไรก็ตาม ทุกกระบวนการมีความแตกต่างกัน ดังนั้นตัวเลข ‘ที่ถูกต้อง’ สำหรับกระบวนการของคุณจึงขึ้นอยู่กับแหล่งที่มาของความแปรผัน
รับชมสัมมนาออนไลน์ย้อนหลังตามเวลาที่คุณสะดวกในหัวข้อ “Streaming Analytics: Introducing the Next Generation of SPC”

แล้วตกลงมันต้องเท่าไหร่? 30 ชิ้น? 100 ชิ้น? มากหรือน้อย?
ต่างจากการออกแบบการทดลองหรือการทดสอบสมมติฐาน การศึกษาความสามารถกระบวนการไม่ได้เกี่ยวกับ ความสามารถในการทดสอบทางสถิติ(Power) แต่เกี่ยวกับความแปรปรวน ฉันได้รวบรวมทั้งหมด (หรือแหล่งที่มาที่ใหญ่ที่สุด) ของความผันแปรของกระบวนการในการศึกษาของฉันอย่างถูกต้องหรือไม่ ไม่ว่าคุณจะเก็บตัวอย่างกี่ตัวอย่างก็ตาม โดยใช้ช่วงความเชื่อมั่น (Confidence Intervals) ในการวิเคราะห์ความสามารถของคุณ คุณจะได้รับช่วงของความสามารถที่แท้จริงที่อาจเป็นไปได้ ช่วงที่ใหญ่เกินไปอาจเป็นตัวบ่งชี้ว่ากลุ่มตัวอย่างของคุณมีขนาดเล็กเกินไป
ตัวอย่าง:
สมมติว่าเรามีประชากรตามทฤษฎี (10,000) จากการแจกแจงแบบปกติที่มีค่าเฉลี่ย 30 มม. และค่าเบี่ยงเบนมาตรฐาน 1 มม.
ด้วยข้อกำหนดไม่ต่ำกว่า (LSL) 25 มม. และข้อกำหนดไม่สูงกว่า (USL) ที่ 35 มม. เราทราบดีว่าความสามารถ “จริง” (เราจะใช้ Pp เพื่อความง่าย) คือ 1.67:
ใน Minitab อย่างที่คุณเห็น โดยใช้ข้อมูลประชากรทั้งหมดของเรา เราได้ค่า Pp ที่ 1.67 ซึ่งเป็นสิ่งที่เราคาดหวังอย่างแน่นอน
ทีนี้ลองดูที่ Pp ที่เราได้รับเมื่อเราสุ่มตัวอย่างประชากรนี้:
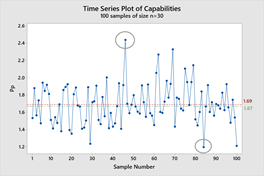
สถานการณ์ที่ 1: เราสุ่มตัวอย่างประชากรนี้ 100 ครั้งด้วย n=30
ตอนนี้ ถ้าเราสุ่มตัวอย่างข้อมูลของเรา 100 ครั้งโดยใช้ตัวอย่าง 30 ชิ้น คุณจะเห็นได้ในกราฟด้านล่างว่าเรามีความแปรปรวนมหาศาล โดยรวมแล้ว Pp เฉลี่ยของเราคือ 1.69 ซึ่งใกล้เคียงกับค่า “จริง” แต่กลุ่มตัวอย่างของเราอยู่ในช่วงต่ำสุดที่ 1.19 และสูงที่ 2.44 อย่างมีประสิทธิภาพ เรามีความแปรปรวนมากมายในผลลัพธ์ของตัวอย่าง 30 ชิ้นของเรา โดยที่ค่า Pp นั้นต่ำกว่าและสูงกว่าค่า Pp ของประชากรจริงอย่างมีนัยสำคัญ การใช้ขนาดกลุ่มตัวอย่างนั้นอาจทำให้เราสรุปผิดพลาดได้
แล้วเราจะมั่นใจได้อย่างไรว่าเราเข้าใกล้ Pp ที่ถูกต้อง?
แนวปฏิบัติที่ดีในการจับความน่าเชื่อถือของค่า Pp ของเราคือการใช้ช่วงความเชื่อมั่น (Confidence Intervals) ของ Minitab ซึ่งมีอยู่ใน Stat>Quality Tools>Capability Analysis>Options หากเราสุ่มตัวอย่างกระบวนการครั้งเดียว โดยใช้ 30 ชิ้น และเลือกให้แสดงช่วงความเชื่อมั่นและได้ผลลัพธ์ต่อไปนี้:
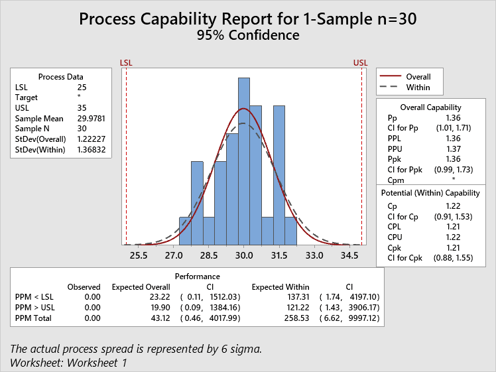
อย่างที่คุณเห็น จากตัวอย่าง 30 ชิ้นเดี่ยวๆนี้ เราได้ค่า Pp ต่ำค่าหนึ่งที่ 1.36 ซึ่งไม่ใกล้เคียงกับความสามารถ “จริง” ของประชากรมากนัก ซึ่งเป็นค่าประมาณที่ไม่น่าเชื่อถืออีกอย่างหนึ่ง เมื่อดูจากตัวเลขนั้นแล้ว เราจะเชื่อว่ากระบวนการของเราไม่สามารถทำได้ที่ 1.67
อย่างไรก็ตาม โดยใช้ช่วงความเชื่อมั่น 95% เราจะเห็นได้ว่าความสามารถ ‘จริง’ มีแนวโน้มว่าจะอยู่ที่ใด และช่วงกว้างเช่นที่เรามีที่นี่ที่ต่ำเพียง 1.01 (ไม่มีความสามารถตามมาตรฐานส่วนใหญ่) หรือสูงถึง 1.71 (มีความสามารถมากตามมาตรฐานส่วนใหญ่) เป็นตัวบ่งชี้ว่าเราไม่แน่ใจว่ากระบวนการนี้มีความสามารถอย่างแท้จริง ของ. ตัวอย่างเพิ่มเติมจะลดช่วงนั้น
บทสรุป
โดยทั่วไป ตัวอย่างขนาดใหญ่จะให้ค่าประมาณความสามารถที่แท้จริงได้ดีกว่ามาก คู่มือ AIAG SPC และ PPAP แนะนำตัวอย่างอย่างน้อย 100 ตัวอย่าง บางครั้งการรวบรวมตัวอย่างอาจเป็นเรื่องยากหรือมีค่าใช้จ่ายสูง ไม่ว่าจะด้วยวิธีใด การใช้ช่วงความเชื่อมั่นของ Minitab คุณจะเข้าใจถึงความแปรปรวนได้ดีขึ้น และหลีกเลี่ยงข้อผิดพลาดที่มีค่าใช้จ่ายสูงซึ่งอาจเป็นผลมาจากขนาดกลุ่มตัวอย่างที่มีขนาดเล็ก
ซอฟต์แวร์สถิติ Minitab ทดลองใช้ฟรี 30 วัน
ทดลองได้แล้ววันนี้!

บทความต้นฉบับ : Don’t Automatically Settle for a 30 Piece Capability Study…
ต้นฉบับนำมาจาก Minitab blog , แปลและเรียบเรียงโดยชลทิชา จํารัสพร
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ