

USC Consulting Group (USCCG) เป็นบริษัทที่มีประสบการณ์มากกว่า 50 ปีในสายงานด้านการปรับปรุงสมรรถนะด้านการเงินเพื่อมุ่งสู่ความเป็นเลิศ โดย USCCG ให้บริการสนับสนุนบริษัทต่างๆ ในการปรับปรุงกระบวนการทำงานทั้งสายโซ่อุปทานเพื่อให้มีการทำงานที่มีประสิทธิภาพสูงสุดโดย Minitab’s solutions มีส่วนช่วนให้ USCCG หาทางแก้ไขปัญหาต่างๆเพื่อให้การทำงานของลูกค้าไปสู่ระดับที่ดีที่สุด
สิ่งท้าทาย
ถ้าคุณอยู่ในธุรกิจด้านบรรจุภัณฑ์ในส่วนการเติมผลิภัณฑ์ลงบรรจุภัณฑ์ สิ่งสำคัญในการควบคุมของกระบวนการ คือ ขั้นตอนการเติมผลิตภัณฑ์ลงบรรจุ (fill processes) โดยการเติมบรรจุจนมากเกินไป (Overfill) จะทำให้มีต้นทุนมากเกินไป ซึ่งถ้าตรงส่วนนี้มีมากเกินไปจะทำให้เกิดต้นทุนจำนวนมากที่ทำให้งบประจำปีเกิดความไม่สมดุล แต่ถ้ามีการเติมที่น้อยเกินไป (under-fill) จะทำให้ส่งผลต่อชื่อเสียงขององค์กรและอาจทำให้เกิดความเสียหายที่ไม่สามารถประเมินค่าได้
ในขณะที่ทำการเติมผลิตภัณฑ์ลงในบรรจุภัณฑ์ จะต้องคำนึงเรื่องกฎเกณฑ์ที่ต้องเป็นไปตามกฎหมาย คือ ต้องให้ได้เท่ากับจำนวนหรือปริมาตรที่ระบุไว้บนบรรจุภัณฑ์ หรือ อย่างน้อยต้องได้ไม่น้อยกว่าปริมาณที่ระบุไว้บนบรรจุภัณฑ์ หรือจากค่าเผื่อความผันแปรที่มากที่สุด Maximum Allowable Variance (MAV)
ค่าเฉลี่ยน้ำหนักที่เติมลงในบรรจุภัณฑ์จะเท่ากับหรือมากกว่าค่าที่ระบุไว้ แต่จะไม่มีทางน้อยไปกว่าค่าที่ระบุไว้ ซึ่งบริษัทฯส่วนมากจะทำการเติมลงไปให้มากกว่า (overfilling) เพื่อหลีกเลี่ยงปัญหาทางกฎหมายหรือถูกลูกค้าต่อว่าให้เสียความน่าเชื่อถือ ดังนั้นเป้าหมายที่บริษัทวางไว้ คือ ทำให้ค่าน้ำหนักที่จะเติมลงไปมีค่าใกล้เคียงกับค่าที่ระบุไว้ให้ได้มากที่สุด ซึ่งเป็นงานที่ไม่ง่ายเลยสำหรับในหลายๆบริษัทที่จะทำให้ได้ตามนี้ เพราะถ้าขาดความเข้าใจในกระบวนการทำงาน หรือ ไม่เข้าใจการใช้เครื่องมือหรือเทคนิคในการแก้ปัญหาได้อย่างถูกต้อง เครื่องมือที่ว่าได้แก่ แนวคิด Lean หรือ Six Sigma หรือ เทคโนโลยีต่างๆที่จะช่วยในการลดความผันแปรและควบคุมกระบวนการทำงาน ซึ่งทุกๆองค์ประกอบที่ว่ามารวมๆกันทำให้ไม่สามารถบรรลุเป้าหมายที่วางไว้ได้
การควบคุมและลดความผันแปรของค่าน้ำหนักผลิตภัณฑ์ที่ต้องเติมลงบบรจุภัณฑ์ด้วยวิธีการทางสถิติ จะส่งผลต่อการลดต้นทุนอย่างชัดเจน Minitab จึงเป็นตัวเลือกหนึ่งในการนำมาช่วยแก้ปัญหาแบบนี้ โดยจะทำการวิเคราะและค้นหาค่าน้ำหนักที่เหมาะสมและช่วยให้บริษัทลดต้นทุนที่เกิดจากปัญหาการเติมผลิตภัณฑ์เกินกว่าที่ควรจะเป็น
Minitab มีวิธีการอย่างไร
USCCG ได้ศึกษาเรื่องการเติมผลิตภัณฑ์เยลลี่ลงบรรจุภัณฑ์ในสายการผลิต โดยนำค่าน้ำหนักมาวิเคราะห์ทางสถิติ ซึ่งในการศึกษาพบว่ามีผลิตภัณฑ์จำนวน 7% ที่มีน้ำหนักของเยลลี่เฉลี่ยมากกว่าค่าที่กำหนดไว้บนบรรจุภัณฑ์ แต่ถ้าดูเพียงค่าเฉลี่ยน้ำหนักอาจจะทำให้เกิดความเข้าใจผิดได้ ดังนั้นควรพิจารณาค่าความแปรผันของค่าน้ำหนักด้วยเพื่อทำให้มีโอกาสมากขึ้นในการค้นหาข้อเท็จจริง
จากการสังเกตพบว่ากระบวนการทำงานในขั้นตอนการเติมเยลลี่ลงบรรจุภัณฑ์ USCCG พบว่า พนักงานที่ควบคุมการทำงานมักจะทำการปรับแก้ไขเมื่อวัดน้ำหนักเยลลี่ไม่ได้ตามที่กำหนดไว้ในทันที แทนที่จะทำการค้นหาสาเหตุในกระบวนการทำงานว่าทำไมค่าน้ำหนักของเยลลี่ที่ใส่ลงในบรรจุภัณฑ์ถึงไม่เป็นไปตามที่กำหนดแล้วทำการแก้ไขจากสาเหตุที่แท้จริงที่ทำให้เกิดความผันแปรในกระบวนการทำงานที่เกิดในการเติมเยลลี่ลงบรรจุภัณฑ์ ซึ่งเป็นปัจจัยที่ทำให้ความผันแปรของกระบวนการมีค่าสูงและทำให้ความผันแปรของค่าน้ำหนักที่เติมลงในบรรจุภัณฑ์มีค่ามาก การรู้ว่าเมื่อใดควรปล่อยให้กระบวนการทำงานหรือหยุดกระบวนการทำงานเพื่อปรับค่าน้ำหนักที่จะเติมลงบรรจุภัณฑ์เป็นสิ่งสำคัญมาก และการนำแผนภูมิควบคุมมาเป็นเครื่องมือในการควบคุมทางสถิติที่กระบวนการทำงานและตัวผลิตภัณฑ์ก็มีส่วนช่วยให้เกิดความเข้าใจและจัดการกับความผันแปรที่เกิดขึ้นได้เป็นอย่างดี
จากผลของการวิเคราะห์ของ Minitab จะเริ่มต้นจากดูค่าความสามารถของกระบวนการแบบ overall ของแต่ละสายการผลิตและ แต่ละ SKUของผลิตภัณฑ์ โดยจะดูเทียบเคียงกับค่าน้ำหนักที่ระบุไว้บนบรรจุภัณฑ์และค่าความผันแปรสูงสุดที่ยอมให้มี จากผลการวิเคราะห์พบว่ากระบวนการมีแนวโน้มว่าจะทำการเติมผลิตภัณฑ์เกินกว่าน้ำหนักที่ระบุไว้ ผู้ผลิตมีการปรับเปลี่ยนการทำงานตาม ที่ USCCG แนะนำและทำให้ค่าความผันแปรและค่าน้ำหนักที่ใส่เกินลงไปมีแนวโน้มลดลง โดยเครื่องมือที่ใช้ในครั้งนี้คือแผนภูมิควบคุม Xbar และ R
จากรูปที่ 1 แสดงตัวอย่างผลการวิเคราะห์ความสามารถของกระบวนการเติมผลิตภัณฑ์เยลลี่ลงบรรจุภัณฑ์ที่ระบุน้ำหนักไว้ต้องมีเท่ากับ 2268 กรัม โดยมีค่าพิกัดน้ำหนักตามข้อกำหนดเฉพาะด้านล่าง คือ 2205 กรัม โดยคิดมาจากความผันแปรสูงสุดที่ยอมให้มีการเบี่ยงเบนไปจากค่าเป้าหมาย ข้อมูลมีการแปลงค่าเพื่อให้มีการแจกแจงแบบปกติด้วยวิธีการ Johnson transformation
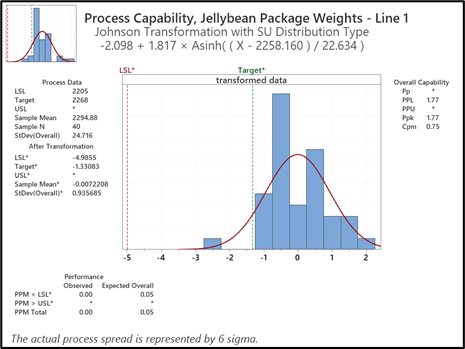
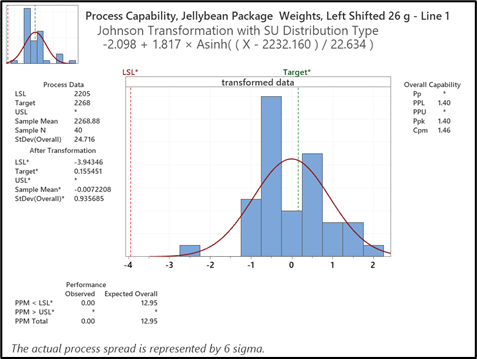
จากรูปกราฟที่แสดงในรูปที่ 1 จะเห็นว่าค่าเฉลี่ยน้ำหนักเยลลลี่ที่เติมลงไปในบรรจุภัณฑ์เท่ากับ 2294.88 กรัม พบว่ามีค่าเกินกว่าค่าของน้ำหนักที่กำหนดไว้ไปถึง 26 กรัม รวมถึงการคาดหมายสัดส่วนของผลิตภัณฑ์ที่มีค่าน้ำหนักน้อยว่าค่าพิกัดด้านล่างไว้ก็มีน้อยมาก ส่วนรูปที่ 2 เป็นผลการทำงานที่ได้ปรับตามคำแนะนำของ USCCG คือ ทำการเติมผลิตภัณฑ์ให้น้ำหนักน้อยตามค่าพิกัดด้านล่าง และยังคงมีค่าส่วนเบี่ยงเบนมาตรฐานเท่ากับ 26 กรัม พบว่าได้ค่าเฉลี่ยน้ำหนักเยลลลี่ที่เติมลงไปในบรรจุภัณฑ์เท่ากับ 2268.88 กรัม รวมถึงค่า Cpm เพิ่มขึ้นจาก 0.75 เป็น 1.46 และในส่วนนี้ยังเห็นด้วยว่ามีสัดส่วนของผลิตภัณฑ์ที่น้ำหนักน้อยกว่าค่าพิกัดด้านล่างก็ยังคงมีจำนวนน้อยเช่นเดิม ข้อสังเกตพบว่างานจากกระบวนการทั้งหมดมีตรวจสอบผลิตภัณฑ์พร้อมกลไกที่ดำเนินงานเพื่อให้แน่ใจว่าไม่ได้ส่งผลิตภัณฑ์ที่มีค่าน้ำหนักต่ำกว่าค่าความผันแปรที่น้อยที่สุดที่กำหนดไว้ (MAV) ออกไปจากกระบวนการผลิต
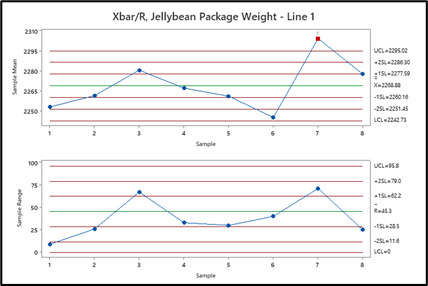
เนื่องจากค่าเฉลี่ยน้ำหนักบรรจุภัณฑ์เป็นไปตามที่ระบุไว้ในฉลาก และ ค่าที่น้อยที่สุดของ MAV เป็นไปตามที่คาดการณ์ตามที่ออกแบบไว้ ประมาณ 13 รายการที่จะเริ่มมีการตรวจในสายการผลิต โดยจะต้องเป็นไปตามกฎระเบียบของรัฐบาลและตามที่ระบุไว้บนฉลาก USCCG สามารถสร้างแผนภูมิ Xbar และ R (รูปที่ 3) และใช้ขอบเขตควบคุมเป็นจุดเริ่มต้น โดยไม่เพียงแต่ช่วยรักษาผลลัพธ์ให้อยู่ในระดับค่ากลาง และ ลดความผันแปรของค่าน้ำหนักส่วนเกินตามการออกแบบที่กำหนดไว้ ในทางกลับกันยังช่วยทำให้ค่า MAV ลดลงหรือหายไปได้
หลายบริษัทต้องมีการสร้างสมดุลระหว่างการลดค่าน้ำหนักที่บรรจุเกิน และ การปฏิเสธอันเนื่องมาจากทำไม่ได้ตามค่า MAV ตัวอย่างเช่น ในการศึกษาเรื่องความสามารถของกระบวนการพบว่ามีข้อมูลที่ไม่เป็นไปเงื่อนไขของค่า MAV ที่กำหนด (เกิดการปฏิเสธในเรื่องการเติมน้ำหนักเกินในจำนวนหลายครั้ง) ซึ่งทำให้ต้องมีการปรับค่าเส้นกลางที่ออกแบบไว้ให้มีค่าสูงขึ้นเพื่อทำให้จำนวนข้อมูลไม่เป็นไปเงื่อนไขของค่า MAV มีจำนวนลดลง ซึ่งจะทำให้จำนวนค่าน้ำหนักที่เติมเกินกว่าที่กำหนดมีค่าลดลงและทำให้ต้องแก้ไขหน้างานลดลงด้วย-กิจกรรมของการเปิดบรรจุภัณฑ์ที่ถูกปฏิเสธและการนำวัสดุกลับเข้าสู่กระแสคุณค่า กุญแจสำคัญ คือ การใช้แผนภูมิ Xbar และ R เพื่อลดความผันแปรของน้ำหนักบรรจุ เพื่อรักษาค่าระดับเส้นกึ่งกลาง และหลีกเลี่ยงการทำงานใหม่เนื่องจากการคัดแยกชิ้นงานที่ไม่ได้ตามเงื่อนไข
การประมาณค่าเส้นกลางและพิกัดควบคุมควรจะต้องมีการทดสอบในตอนนำไปใช้งานด้วย โดยขั้นตอนการนำแผนภูมิควบคุมไปใช้งานมี 4 ขั้นตอนดังนี้
- ถ้ายังไม่เข้าใจในความสัมพันธ์ระหว่างตัวแปรตั้งต้นและตัวแปรผลลัพธ์ ควรทำการศึกษาผลของการทำงานของกระบวนการทำงานเสียก่อน เพื่อให้พนักงานหน้างานมีความสามารถที่จะทำการแก้ไขกับปัญหาที่เกิดขึ้นได้อย่างมีประสิทธิภาพ เมื่อกระบวนการไม่อยู่ภายใต้การควบคุมหรือไม่สามารถทำได้ตามเป้าหมาย จะได้สามารถจัดการกับปัญหาได้อย่างทันท่วงที ขั้นตอนนี้ยังถือเป็นการรับประกันว่าพิกัดควบคุมที่ใช้นั้นมีความถูกต้อง
- ทำการใช้เกณฑ์ต่างๆในการบ่งชี้ว่ามีสิ่งผิดปกติหรือไม่ เช่น กฎของ western electric เพื่อดูว่ากระบวนการยังคงทำงานได้ภายใต้การควบคุมและได้ผลลัพธ์ตามเป้าที่วางไว้
- ทำการสอนและแนะนำพนักงานที่เกี่ยวข้องกับการทำงานในการใช้เครื่องมือและเห็นถึงประโยชน์ของการใช้แผนภูมิควบคุมในการช่วยควบคุมการทำงาน รวมถึงมีการทบทวนแผนภูมิประจำวัน เพื่อให้มั่นใจว่า 1) พนักงานใช้เครื่องมือได้อย่างถูกต้อง 2) การทำงานเป็นไปตามเป้าหมายที่วางไว้ในการควบคุม 3) ไม่มีการทำงานที่เกินกว่าความผันแปรที่น้อยที่สุดที่อนุญาตให้เกิดขึ้นได้ หรือถ้ามีก็มีน้อยที่สุด 4) เมื่อเกิดความผันแปรที่มาจากสาเหตุผิดปกติได้มีการบ่งชี้และทำการแก้ไขในทันที
- มีการทบทวนตามระยะเวลาที่เหมาะสม เมื่อความผันแปรลดลงโดยทำการคำนวณพิกัดควบคุมใหม่ และทำการวิเคราะห์ความสามารถกระบวนการอย่างสม่ำเสมอเพื่อทำให้เกิดเป้าหมายใหม่ๆ
ถึงแม้การวิธีการวิเคราะห์ความสามารถและการควบคุมกระบวนการทางสถิติจะช่วยลดการบรรจุเกินได้อย่างมาก แต่ก็ไม่ใช่วิธีการแก้ปัญหาทั้งหมด เพื่อให้เกิดประโยชน์อย่างสูงสุด ควรใช้เครื่องมือ เทคนิค และ วิธีการแบบลีน (lean) เพื่อช่วยปรับปรุงการไหลของวัสดุอย่างต่อเนื่อง เพื่อเพิ่มเวลาการทำงานของเครื่องจักร และ เพื่อลดเวลาในการเปลี่ยนอุปกรณ์และเครื่องมือต่างๆ การใช้ความพยายามในด้านต่างๆร่วมกันจะส่งผลให้ประหยัดวัตถุดิบและเพิ่มปริมาณงานได้อย่างสูงสุด
ผลลัพธ์
จากการทำงานตามที่กล่าวมาทั้งหมดพบว่าบรรจุภัณฑ์ที่มีการเติมน้ำหนักไปกว่าที่กำหนดไว้มีสัดส่วนลดลงไปมากกว่า 50% และส่งผลให้ต้นทุนรายปีลดลงไปได้ถึง 1.2 ล้านเหรียญ
ประวัติผู้เขียนรับเชิญ
Dr. Frank J. Esposto หัวหน้าฝ่ายงานคุณภาพของบริษัท USCCG และร่วมงานกับบริษัทมากว่า 18 ปี ในฐานะผู้อำนวยการอาวุโสด้านคุณภาพและ Lean Six Sigma Master Black Belt , Dr. Esposto มีหน้าที่รับผิดชอบในการจัดระเบียบและเป็นผู้นำการมีส่วนร่วมแบบ Lean/Six Sigma สำหรับลูกค้ากลุ่มที่หลากหลายของ USCCG เขาได้ทำงานร่วมกับลูกค้าในหลายอุตสาหกรรมเพื่อแก้ไขปัญหาด้านผลิตภาพ/คุณภาพโดยการปรับแต่งและนำเสนอโซลูชันและแนวทางการแก้ปัญหา การฝึกอบรมการแก้ปัญหาประเภทต่างๆ หรือการแก้ปัญหาเฉพาะที่ขาดความสามารถหลักภายในองค์กร Dr. Esposto ยังได้จัดการฝึกอบรม Black Belt และ Green Belt ในหลายอุตสาหกรรม ซึ่งเขาได้นำแนวคิด Six Sigma ร่วมกับ Lean ไปใช้
บทความต้นฉบับ : How USC Consulting Group Reduced Overfill and Saved a Leading Candy Manufacturer $1.2M with the Help of Minitab Statistical Software
ต้นฉบับนำมาจาก Minitab Case Study, แปลและเรียบเรียงโดยสุวดี นำพาเจริญ,
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ