
เมื่อตอนที่ผมยังทำงานอยู่ในหน่วยสนับสนุนทางเทคนิคที่ Minitab ลูกค้ามักจะมีคำถาม ถามผมเสมอว่า “อะไรคือความแตกต่างระหว่าง Cpk และ Ppk” เป็นคำถามที่ดี เพราะโดยส่วนใหญ่แล้วคนที่ทำงานมักจะเลือกใช้ค่า Cpk และมองข้อมค่า Ppk ไป เปรียบเหมือนกับศิลปินป๊อปในยุค 80 ที่มี George เป็น Cpk และ Ppk เป็นศิลปินคนอื่นๆไป
มาเริ่มต้นจากนิยามของ กลุ่มย่อย (rational subgroups) และค่อยไปที่ความแตกต่างระหว่าง Cpk และ Ppk
กลุ่มย่อย (rational subgroups)
กลุ่มย่อย คือ กลุ่มของค่าวัดที่มาจากเงื่อนไขที่เหมือนกัน ดังนั้น กลุ่มย่อย จึงหมายถึง ภาพนิ่งชั่วขณะ (snapshot) ของกระบวนการของคุณ ดังนั้น การวัดจะสร้างกลุ่มย่อยที่เกิดจากจุดเวลาที่ใกล้เคียงกัน เช่น ถ้าคุณเก็บตัวอย่าง 5 ตัวอย่างทุกๆ ชั่วโมง ขนาดของกลุ่มย่อยจะมีค่าเท่ากับ 5
สูตรการคำนวณ นิยาม และอื่น
เป้าหมายในการวิเคราะห์ความสามารถของกระบวนการ คือ เพื่อดูว่ากระบวนการนั้นมีความสามารถในการดำเนินงานให้เป็นไปตามข้อกำหนดของลูกค้าหรือไม่ และเราจะใช้ตัวสถิติ เช่น ค่า Cpk และ Ppk เพื่อนำมาประเมินความสามารถของกระบวนการ ถ้าเราดูจากสูตรการคำนวณของ ค่า Cpk และ Ppk สำหรับกระบวนการที่มีการแจกแจงแบบปกติ ความสามารถของกระบวนการจะมีลักษณะเหมือนกัน
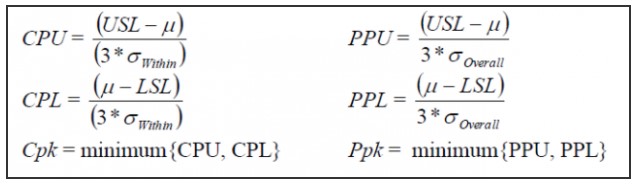
จะเห็นว่าสิ่งที่แตกต่างในสูตรการคำนวณคือ ตัวหาร (Denominator) สำหรับค่า Cpk ทั้งแบบด้านบนและด้านล่างจะใช้ ค่าเบี่ยงเบนมาตรฐานภายในกลุ่มย่อย (Within Standard deviation) ซึ่งมาจากค่าเฉลี่ยของค่าเบี่ยงเบนมาตรฐานของกลุ่มย่อย ในขณะที่ ค่าเบี่ยงเบนมาตรฐานโดยรวม (Overall Standard deviation) จะเป็นค่าความผันแปรทั้งหมดของข้อมูล ซึ่งตีความหมายได้ว่า
Cpk
- จะมีการนับรวมความผันแปรเฉพาะภายในกลุ่มย่อย เท่านั้น
- จะไม่มีการนับความผันแปรที่เกิดจากะเวลาที่ต่างกัน หรือ กลุ่มย่อยที่มีช่วงเวลาในการเกิดแตกต่างกัน
- ในบางครั้งจะเป็นค่าอ้างอิงของ ความสามารถที่เป็นไปได้ (Potential Capability) เพราะเป็นการสะท้อนให้เห็นว่ากระบวนการน่าจะมีความสามารถในการผลิตชิ้นส่วนตามข้อกำหนดเฉพาะ โดยให้สมมติว่าไม่มีความผันแปรระหว่างกลุ่มย่อยเกิดขึ้น (เช่น เวลาที่แตกต่างกัน)
Ppk
- จะเป็นการนับความผันแปรที่เกิดขึ้นทั้งหมดในข้อมูล
- ในทางทฤษฎี ถือว่าความผันแปรนั้นจะนับรวมมาจากข้อมูลที่แตกต่างกันในกลุ่มย่อยเดียวกัน และมาจากที่เวลาในการเกิดข้อมูลที่ต่างกัน (ต่างกะเวลากัน)
- จะเป็นการดูภาพรวมทั้งหมด ณ จุดสิ้นสุดของเวลาที่ทำการศึกษา (เช่น ความสามารถของกระบวนการทั้งวัน)
ตัวอย่างของความแตกต่างระหว่างค่า Cpk และ Ppk
สมมติให้ชุดข้อมูล ประกอบด้วยค่าวัด 5 ค่า และทำการเก็บข้อมูลทุกวัน เป็นเวลา 10 วัน
ตัวอย่างที่ 1 ค่า Cpk และ Ppk ที่มีค่าใกล้เคียงกัน
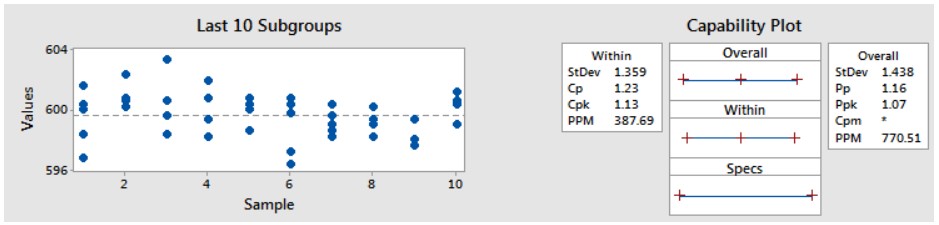
จากกราฟทางด้านซ้าย จะแสดงให้เห็นว่าความแตกต่างของแต่ละกลุ่มย่อย จะไม่แตกต่างกับค่าความผันแปรภายในกลุ่มเดียวกัน ดังนั้น ค่าความเบี่ยงเบนมาตรฐานภายในกลุ่มย่อย (Within Standard deviation) และค่าเบี่ยงเบนมาตรฐานโดยรวม (Overall Standard deviation) จะมีค่าใกล้เคียงกัน ซึ่งทำให้ค่า Cpk และ Ppk มีค่าใกล้เคียงกันด้วย (ในที่นี้ ค่า Cpk = 1.13 และ ค่า Ppk = 1.07)
ตัวอย่างที่ 2 เมื่อ ค่า Cpk และ Ppk มีความแตกต่างกันตัวสถิติ ความสามารถกระบวนการ Cpk และ Ppk
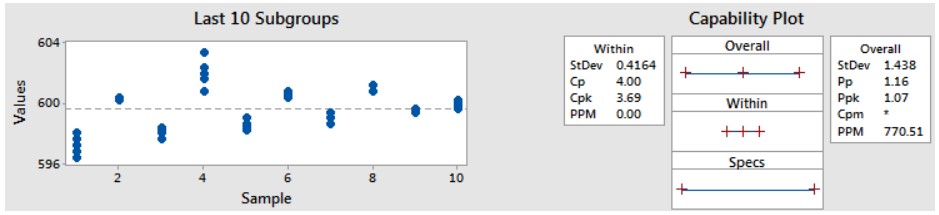
ในตัวอย่างนี้ จะใช้ขนาดกลุ่มย่อยเท่ากันและข้อมูลเดียวกัน แต่ว่าจะทำการเลื่อนข้อมูล โดยย้ายข้อมูลให้ไปอยู่ในกลุ่มที่เปลี่ยนไป (ในความเป็นจริงจะไม่มีการเคลื่อนย้ายข้อมูลในกลุ่มย่อยต่างๆ แต่ในตัวอย่างนี้ ต้องการทำให้เห็นสิ่งที่กำลังจะอธิบายเรื่องความแตกต่างของ ค่า Cpk และ Ppk)
เมื่อเราใช้ข้อมูลชุดเดียวกัน จะทำให้ค่าเบี่ยงเบนมาตรฐานโดยรวม (Overall Standard deviation) และ ค่า Ppk ไม่เปลี่ยนแปลง แต่ มาดูว่ามีอะไรเปลี่ยนไปหรือไม่
ดูที่ตัวสถิติ ค่า Cpk ได้เท่ากับ 3.69 ซึ่งมีค่ามากกว่า 1.13 ที่ได้จากตัวอย่างแรกอยู่มาก ดูที่กราฟ ดูที่ข้อมูลภายในกลุ่มย่อยเดียวกัน จะทำให้บอกได้ว่า ทำไม Cpk ถึงเพิ่มขึ้น
จากกราฟจะเห็นว่าข้อมูลในกลุ่มย่อยเดียวกันจะมีค่าใกล้เคียงกันมากกว่าข้อมูลในตัวอย่างที่ 1 และจากที่เคยได้กล่าวไว้แล้ว เราจะคิดว่าความเบี่ยงเบนมาตรฐานภายในกลุ่มย่อย (Within Standard deviation) คือ ค่าเฉลี่ยของค่าเบี่ยงเบนมาตรฐานของกลุ่มย่อย ดังนั้นเมื่อมีความผันแปรในแต่ละกลุ่มย่อยน้อย เท่ากับว่ามีค่าเบี่ยงเบนมาตรฐานภายในกลุ่มย่อยขนาดเล็ก เช่นกัน และทำให้ได้ ค่า Cpk ที่มีค่าสูง
เมื่อไหร่จะใช้ Ppk จะเห็นว่า การที่เราเลือกแสดงเฉพาะค่า Cpk เพียงอย่างเดียว และไม่สนใจค่า Ppk เป็นเรื่องที่อันตรายยิ่ง ดังจะเห็นได้จากตัวอย่าง ค่า Cpk จะบอกเฉพาะส่วนหนึ่งของเรื่องราวที่เกิดขึ้น ดังนั้นในครั้งหน้าที่จะทำการหาความสามารถของกระบวนการ จะต้องพิจารณาทั้งค่า Cpk และ Ppk และถ้ากระบวนการมีความเสถียรและมีความผันแปรเล็กน้อยที่ช่วงเวลาทั้งหมด ค่าตัวสถิติทั้งสองตัวนี้จะมีค่าเหมือนกันอยู่ดี
หมายเหตุ มีความเป็นไปได้ว่า ที่อาจจะได้ค่า Ppk มากกว่า ค่า Cpk โดยเฉพาะขนาดกลุ่มย่อยเท่ากับ 1 แต่จะมาอิบายเพิ่มเติมทีหลัง
บทความต้นฉบับ : Process Capability Statistics: Cpk vs. Ppk
ต้นฉบับนำมาจาก Minitab blog, แปลและเรียบเรียงโดยสุวดี นำพาเจริญ,
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ