

สิ่งหนึ่งที่คุณสังเกตได้เวลาทำการวิเคราะห์ความสามารถกระบวนการใน Minitab (Capability Analysis) คือ ตัวเลือกที่ต้องการจะให้แสดงค่าตัวสถิติความสามารถกระบวนการ (Cp, Pp…) หรือ Z.Bench
จากหน้า Help ใน Minitab
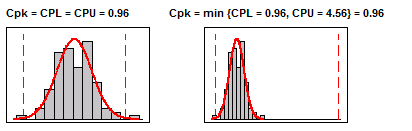
“ข้อเสียของดัชนี Cpk คือ สิ่งที่แสดงคือค่าเพียงแค่ครึ่งหนึ่งของโค้งของกระบวนการเพียงเท่านั้น โดยไม่พูดถึงข้อมูลของโค้งอีกด้าน จากกราฟสองกราฟที่แสดงด้านล่างนี้มีค่า Cpk ที่เหมือนกัน อย่างไรก็ตามจะเห็นว่ามีกราฟหนึ่งที่มีส่วนที่ออกนอกข้อกำหนดเฉพาะทั้งสองด้าน ส่วนอีกกราฟหนึ่งมีส่วนที่ออกนอกข้อกำหนดเฉพาะเฉพาะด้านล่าง….”
ค่า Z ใน Z.Bench มาจากการแจกแจงปกติมาตรฐานที่มีค่าเฉลี่ย = 0 และส่วนเบี่ยงเบนมาตรฐาน = 1 ค่าสถิตินี้จะถือเป็นค่า “benchmark” เพราะถือเป็นค่ามาตรฐานที่มาจากกระบวนการที่ทำการวัด (เช่น ค่าสถิติที่แสดงความสามารถของกระบวนการในเทอมค่า sigma) ซึ่งเป็นค่าสถิติที่น่าสนใจมากเพราะให้สาระข้อมูลของโค้งการกระจายทั้งสองข้าง ซึ่งค่า Cpk/Ppk ไม่สามารถแสดงแบบนี้ได้
เกี่ยวกับคำนวณค่า Z.Bench จะหาได้จากการหาค่า z-value ที่มาจากโค้งการแจกแจงตัวแปรสุ่มปกติมาตรฐาน ถ้าคุณดูที่ค่าความน่าจะเป็นของของเสียที่หางด้านขวา จาก P(-3 < Z < 3) = 0.9973 ซึ่งถ้าดูค่า P(Z < 2.78) = 0.9973 เช่นเดียวกัน และจากค่าความน่าจะเป็นนี้จะเป็นตัวบอกค่าระดับ sigma (หรือค่า Z.Bench) ซึ่งคุณสามารถคำนวณค่าความน่าจะเป็นนี้ได้จาก Graph > Probability Distribution Plot
ดูการแปลความหมายอีกหนึ่งอย่าง ถ้าค่า Z.Bench= 4.5 ซึ่งค่าความน่าจะเป็นที่จะได้คือ P(Z > 4.5) = 0.0000034 และเปลี่ยนตัวเลขนี้เป็นหน่วย PPM ด้วยการคูณด้วย 1,000,000 ซึ่งหมายความว่า ค่า Z.Bench= 4.5 จะได้ ของเสียเท่ากับ 3.4 PPM และการใช้งานก็ขึ้นอยู่กับความถนัดของคุณซึ่งสามารถใช้ได้ทั้งค่า Z.Bench หรือ PPM เมื่อใดก็ตามที่คุณเลือกจะแสดงค่า Cpk หรือ Z.Bench คุณจะเห็นตารางที่แสดงค่า PPM อยู่ข้างใต้กราฟของการวิเคราะห์ความสามารถกระบวนการเสมอ และนี่เป็นตัวอย่างเพิ่มเติม
ค่า Z.Bench = 3 เทียบเท่ากับ ค่าของเสีย 1300+ PPM ซึ่งมีค่าเทียบเท่ากับกระบวนการที่เท่ากับ 4.5 sigma
ค่า Z.Bench = 4 เทียบเท่ากับ ค่าของเสีย 30+ PPM ซึ่งมีค่าเทียบเท่ากับกระบวนการที่เท่ากับ 5.5 sigma
ค่า Z.Bench = 4.5 เทียบเท่ากับ ค่าของเสีย 3.4 PPM ซึ่งมีค่าเทียบเท่ากับกระบวนการที่เท่ากับ 6 sigma
ทำไมค่า Z.Bench = 4.5 จึงเทียบเท่ากับกระบวนการที่เท่ากับ 6 sigma เพราะว่ามีเรื่องของการเลื่อนของค่า Z (Z-shift) ซึ่งระยะที่เลื่อนคือ 1.5 sigma ซึ่งเริ่มต้นมาจากการศึกษาและสังเกตที่ได้จากงานของ Motorola ที่ทำการศึกษาเกี่ยวกับกระบวนการในการคำนวณความสามารถของกระบวนการในระยะยาวจะต้องมีการเผื่อระยะเลื่อนออกไป 1.5 sigma ซึ่งเท่ากับสมการนี้ Zbench (Long) = Zbench (Short) – 1.5 คำสั่ง Normal Capability Analysis (ในส่วน Quality Tools) ของ Minitab ไม่ได้ใช้สมการนี้ แต่ใช้ค่า sigma-overall และ sigma-within ในการคำนวณค่าสถิติทั้งสองตัวแบบตรงๆ
คุณมีคำถามอื่นๆเกี่ยวกับการวิเคราะห์ความสามารถด้วย Minitab อีกหรือไม่?
บทความต้นฉบับ : Questions about Capability Statistics – Part 2
ต้นฉบับนำมาจาก Minitab blog, แปลและเรียบเรียงโดยสุวดี นำพาเจริญ
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ