
คงไม่ใช่ความคิดที่ดีนักในการใช้ค่าสถิติเพียงตัวเดียวเพื่อทำการสรุปเกี่ยวกับกระบวนการของคุณ ถ้าคุณเลือกที่จะทำแบบนั้นอาจทำให้คุณตกลงไปในภาพลวงตา “เป็ดกับกระต่าย” เหมือนที่แสดง ถ้าคุณมองเห็นเพียงแค่ภาพเป็ดเท่านั้นแปลว่าคุณมองไม่เห็นภาพกระต่าย และในทำนองกลับกันถ้าคุณเห็นเพียงกระต่ายคุณก็มองไม่เห็นภาพเป็ดเช่นกัน
ถ้าคุณใช้โปรแกรมสถิติ Minitab ในการวิเคราะห์ความสามารถ (capability analysis) ค่าความสามารถที่ได้คือ Cp และ Cpk ซึ่งเป็นตัวอย่างภาพเป็ดกับกระต่าย เหมือนที่กล่าวมา
ถ้าคุณให้ความสนใจเฉพาะค่าวัดใดค่าหนึ่งและละเลยการพิจารณาอีกค่าหนึ่งอาจจะทำให้คุณมองไม่เห็นสมรรถนะของกระบวนการที่แท้จริงได้
ค่า Cp: เรื่องราวของสองด้าน
ค่า Cp คืออัตราส่วนระหว่างค่าการกระจายของค่ากำหนดเฉพาะกับของกระบวนการ การกระจายของกระบวนนิยมกำหนดให้เท่ากับ 6 sigma ของกระบวนการผลิต (คือ เป็น 6 เท่าของความเบี่ยงเบนมาตรฐานของภายในกลุ่มเดียวกัน) ค่า Cp ที่มีค่ายิ่งสูงบ่งชี้ว่ากระบวนการยิ่งมีความสามารถมาก
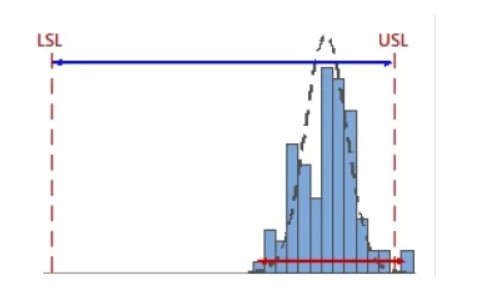
เมื่อการกระจายของค่ากำหนดเฉพาะมีมากกว่าการกระจายของกระบวนการอย่างชัดเจน จะได้ค่า Cp ที่มีค่าสูง
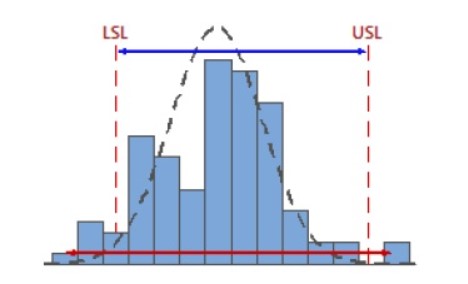
เมื่อการกระจายของค่ากำหนดเฉพาะมีน้อยกว่าการกระจายของกระบวนการ จะได้ค่า Cp ที่มีค่าต่ำ
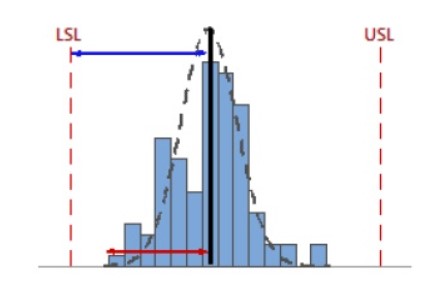
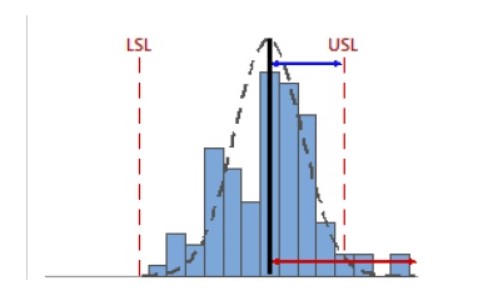
ในการใช้ค่า 6 sigma ในการกระจายของกระบวนการ สิ่งที่ได้จากค่า Cp คือ ข้อมูลเกี่ยวกับหางทั้งสองด้านของโค้งการกระจายของข้อมูลที่ได้จากกระบวนการ แต่ยังมีบางอย่างที่ค่า Cp ไม่ได้บอกไว้นั่นคือ ตำแหน่งของค่าเฉลี่ยของกระบวนการ
ตัวอย่างเช่น กระบวนการทั้งสองกระบวนการนี้มีค่า Cp เหมือนกันคือประมาณ 3
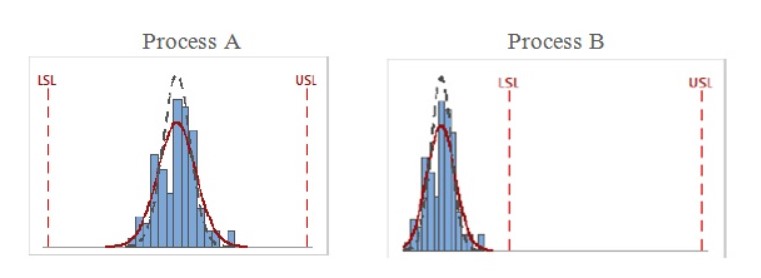
จะเห็นได้ชัดเจนว่ากระบวนการ B มีประเด็นเรื่องค่าเฉลี่ย ซึ่งถ้าพิจารณาจากค่า Cp อย่างเดียวจะไม่สะท้อนถึงประเด็นนี้
ค่า Cpk: ตำแหน่ง ตำแหน่ง ตำแหน่ง
เช่นเดียวกับค่า Cp ค่า Cpk คืออัตราส่วนระหว่างค่าการกระจายของค่ากำหนดเฉพาะกับของกระบวนการ แต่ค่า Cpk จะเป็นการเปรียบเทียบระยะห่างระหว่างค่าเฉลี่ยของกระบวนการกับค่าขอบเขตกำหนดเฉพาะด้านใดด้านหนึ่งที่ใกล้ที่สุด ซึ่งคือครึ่งหนึ่งของการกระจายของกระบวนการ (มักจะเรียกว่า การกระจาย 3 sigma)
เมื่อระยะห่างของค่าเฉลี่ยของกระบวนการกับค่าขอบเขตกำหนดเฉพาะด้านใดด้านหนึ่งที่ใกล้ที่สุด มีค่ามากกว่าการกระจายของกระบวนด้านเดียว จะได้ค่า Cpk ที่มีค่าสูง
ถ้าระยะห่างของค่าเฉลี่ยของกระบวนการกับค่าขอบเขตกำหนดเฉพาะด้านใดด้านหนึ่งที่ใกล้ที่สุด มีค่าน้อยกว่าการกระจายของกระบวนด้านเดียว จะได้ค่า Cpk ที่มีค่าต่ำ
ตำแหน่งของค่าเฉลี่ยของกระบวนการจะส่งผลต่อค่า Cpk อย่างไร มองจากสูตรย่อมมีผลแน่นอนเพราะว่าใช้ค่าเฉลี่ยกระบวนการในการคำนวณค่า Cpk
มีความสำคัญข้อหนึ่งที่ค่า Cpk ไม่ได้สะท้อนให้เห็น สมมติกรณีที่แย่ที่สุดในการประมาณค่าซึ่งใช้ค่าที่ใกล้ขอบเขตกำหนดเฉพาะเพียงด้านเดียวตามที่ ค่า Cpk ใช้ ซึ่งทำให้ไม่สามารถสะท้อนผลการทำงานที่แท้จริงของกระบวนการ
ตัวอย่างเช่น กระบวนการทั้งสองกระบวนการนี้มีค่า ค่า Cpk เท่ากันประมาณ 0.9
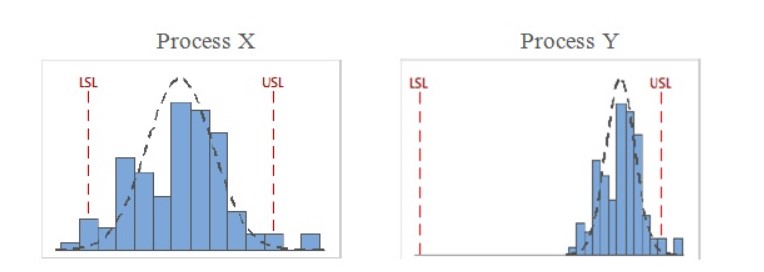
กระบวนการ X มีของเสียที่ไม่เป็นไปตามข้อกำหนดเฉพาะทั้งด้านบนและด้านล่าง ในขณะที่กระบวนการ Y มีของเสียที่ไม่เป็นไปตามข้อกำหนดเฉพาะทั้งด้านบน แต่ค่า Cpk ไม่สามารถแสดงให้เห็นความแตกต่างของสองกระบวนการนี้ได้
เพื่อให้เห็นความแตกต่างระหว่างสองกระบวนการนี้จะต้องมองที่ค่า Cp ด้วยซึ่งกระบวนการ Y จะมีค่า Cp มากกว่าของกระบวนการ X
ข้อสรุป: มุมมองเป็ดกระต่ายหรือสัตว์อื่นๆ
หลีกเลี่ยงการใช้ค่าสถิติเพียงค่าเดียว ถ้ากระบวนการของคุณมีข้อกำเฉพาะทั้งสองด้าน คุณจะต้องใช้ทั้งค่า Cp และ Cpk เพราะทั้งสองค่าจะสะท้อนถึงกระบวนการของคุณแตกต่างกัน ซึ่งผลที่ได้จากแต่ละค่าอาจให้ความสำคัญที่ต่างกันที่ทำให้คุณเข้าใจกระบวนการของคุณได้อย่างสมบูรณ์
เพื่อให้เข้าใจมากขึ้นใช้ตัวอย่างจากข้อมูลที่ได้จาก National Renewable Energy Laboratory, ซึ่งอยู่ในบทความ ของ Cody Steele ที่แสดงให้เห็นว่า Cp และ Cpk ทำงานร่วมกันอย่างไร
ซึ่งข้อควรระวังนี้นำมาประยุกต์ใช้กับ Pp และ Ppk ด้วยเช่นกัน ความแตกต่างมีเพียงค่าความเบี่ยงเบนที่ใช้คำนวณค่าสถิติของ Pp และ Ppk เป็นค่าของ overall ส่วนของ Cp และ Cpk เป็นค่าที่ได้จาก within-subgroup รายละเอียดความแตกต่างของค่าสถิติดูได้จากบทความของ Michelle Paret
และถ้าคุณสนใจเกี่ยวกับค่าสถิติที่เหมาะสมและภาพลวงของค่าสถิติตัวอื่นๆ อ่านได้จากบทความนี้ Simpson’s paradox.
บทความต้นฉบับ : Cp and Cpk: Two Process Perspectives, One Process Reality
ต้นฉบับนำมาจาก The Minitab Blog, แปลและเรียบเรียงโดยสุวดี นําพาเจริญ
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องในกระบวนการ