

ค่าความสามารถเป็นตัวสถิติที่บอกว่ากระบวนการนั้นทำงานภายใต้ข้อกำหนดเฉพาะได้ดีอย่างไร ตัวสถิติ ค่าความสามารถมีอยู่หลายตัวมาก ดังนั้นการทำความเข้าใจค่าความสามารถแต่ละตัวนั้นจะทำให้เป็นประโยชน์ ในการนำไปใช้งานได้ดีขึ้น
ค่าความสามารถ 2 ตัวแรกที่เราจะเริ่มทำความเข้าใจ คือ Cp และ Cpk สองตัวนี้ต่างกันที่อักษรตัวเดียว แต่ก็ไม่ได้บอกว่าความหมายที่ตัวสถิติ 2 ตัวนี้แตกต่างกันอย่างไร
ความหมายของค่า Cp
สมการในการหาค่า Cp คือ ET/NT เมื่อ ET มาจาก Engineering Tolerance ซึ่งเท่ากับความกว้างของขอบเขต ข้อกำหนดเฉพาะ ส่วน NT มาจาก Natural Tolerance ซึ่งเท่ากับความกว้างที่ครอบคลุมช่วงของข้อมูลที่ได้จาก กระบวนการ โดยส่วนใหญ่ NT คือ 6 เท่าของค่าเบี่ยงเบนมาตรฐาน (Standard deviation)
เรามักใช้ค่า Cp เป็นตัวอธิบายความสามารถของกระบวนการว่าสามารถดำเนินงานได้อย่างดีตามค่ากลางของข้อกำหนดเฉพาะหรือไม่
ความหมายของค่า Cpk
สมการในการหาค่า Cpk จะมีความซับซ้อนกว่านิดหน่อย ซึ่งมีค่าเท่ากับ [minimum(mean = LSL, USL = mean)]/(0.5*NT)
เมื่อ LSL มาจาก ขีดจำกัดล่างของกำหนดเฉพาะ (Lower Specification Limit) และ USL มาจาก ขีดจำกัดบนชองข้อกำหนดเฉพาะ (Upper Specification Limit)
ค่า Cp และ Cpk
ตัวสถิติทั้ง 2 ค่านี้ มีพื้นฐานคล้ายๆกันหลายๆอย่าง ค่าความเบี่ยงเบนมาตรฐานที่ยิ่งมีค่าน้อยจะทำให้ตัวสถิติทั้ง 2 นี้ มีค่ามากขึ้น และด้วยเงื่อนไขที่ถูกต้อง ค่า Cp และ Cpk จะมีค่าเหมือนกัน
ชุดข้อมูลต่อไปนี้ เป็นข้อมูลปริมาณเอทานอลในเชื้อเพลิง E85 ซึ่งพอนำมาหาค่า Cp และ Cpk และผลที่ได้คือ 2 ค่านี้มีค่าเหมือนกัน การวิเคราะห์ความสามารถ ใน Minitab จะแสดงตัวสถิติทั้ง 2 ค่านี้
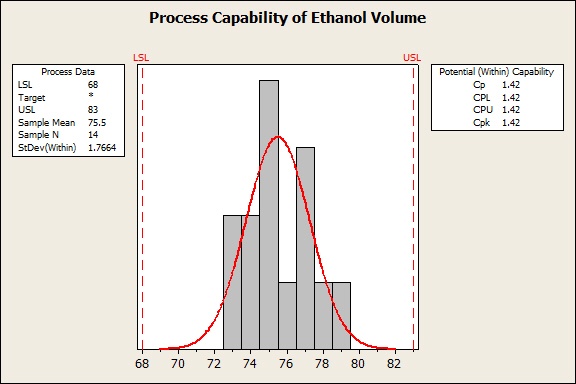
ในที่นี้ข้อกำหนดเฉพาะ คือ 68 และ 83 ซึ่งเป็นข้อจำกัดที่ใช้กับปริมาณเอทานอลที่อยู่ในเชื้อเพลิง E85 ที่ใช้ในปี 2010 ครึ่งทางระหว่างข้อกำหนดเฉพาะคือ 75.5 และค่าเฉลี่ยข้อมูลคือ 75.5 เช่นกัน เมื่อค่าเฉลี่ยข้อมูลเป็นค่าเดียว กับค่ากลางของข้อกำหนดเฉพาะ จะทำให้ค่า Cp และ Cpk มีค่าเหมือนกัน
บางผลิตภัณฑ์มีเป้าหมายให้กระบวนการได้ค่ากลางระหว่างข้อกำหนดเฉพาะมากที่สุด แต่ในบางผลิตภัณฑ์ อาจจะมีเป้าหมายให้มีผลิตภัณฑ์อยู่ภายในข้อกำหนดเฉพาะให้มากที่สุด อย่างกรณีปริมาณเอทานอลที่อยู่ในเชื้อเพลิง E85 ปริมาณเอทานอลที่มีมากทำให้ลดปริมาณเชื้อเพลิงน้ำมันและลดการปล่อยมลภาวะ และผู้ที่ซื้อ E85 ก็มีความคิดว่า เชื้อเพลิงที่ซื้อนั้นมีปริมาณเอทานอลใกล้เคียง 85 ตามที่ระบุ
ข้อมูลต่อไปนี้ เก็บมาจากห้องทดลอง National Renewable Energy ในปี 2010 ซึ่งเป็นปริมาณเอทานอลของ เชื้อเพลิง E85 (ในที่นี้ เราได้ลบข้อมูล 1 ตัวออกไปเพราะเป็นตัวที่ผู้ส่งมอบได้พยายามใช้เอทานอลให้น้อยที่สุด)
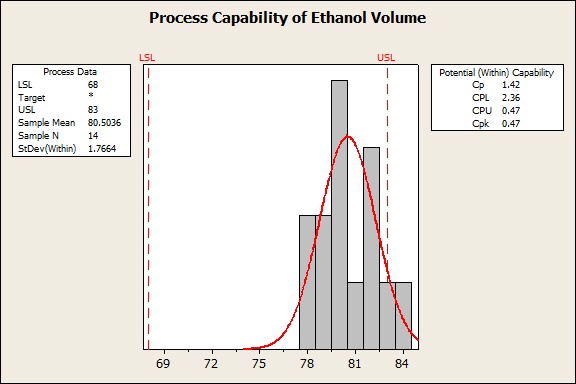
ค่าเฉลี่ยสิ่งตัวอย่าง คือ 80.5 ค่าเฉลี่ยนี้มีค่ามากกว่าค่ากลางของข้อกำหนดเฉพาะอยู่ 5 หน่วย ยิ่งค่าเฉลี่ยของ สิ่งตัวอย่างมีค่าห่างจากค่ากลางของข้อกำหนดเฉพาะมากเท่าไหร่ ยิ่งทำให้ Cpk มีค่าต่ำลง และทำให้ค่า Cp และ Cpk มีความแตกต่างกันมาขึ้น
ดังนั้นการใช้ค่า Cp และ Cpk คือถ้า 2 ค่านี้ มีความใกล้เคียงกัน หมายความว่า ค่าเฉลี่ยนั้นมีค่าใกล้กับค่ากลาง ของข้อกำหนดเฉพาะและเมื่อค่า Cp มากกว่า ค่า Cpk หมายความว่า ค่าเฉลี่ยอยู่ค่อนไปทางขีดจำกัดของข้อกำหนดเฉพาะ ด้านใดด้านหนึ่ง เมื่อคุณสามารถทำความเข้าใจกระบวนการได้แล้ว ย่อมทำให้คุณสามารถตัดสินใจได้ว่าจะทำการปรับปรุง กระบวนการอย่างไรก่อนดี
เตรียมพร้อมสำหรับบทต่อไป
ถ้าตอนนี้คุณรู้แล้วว่าจะใช้ค่า Cp และ Cpk ด้วยกันอย่างไร ต่อไปคือเรียนรู้ว่า when Ppk and Cpk มีความเหมือนหรือแตกต่างอย่างไร
บทความต้นฉบับ : Process Capability Statistics: Cp and Cpk, Working Together
ต้นฉบับนำมาจาก Minitab blog, แปลและเรียบเรียงโดยสุวดี นำพาเจริญ,
บริหารจัดการ SCM Blog โดยชลทิชา จำรัสพร บริษัท โซลูชั่น เซ็นเตอร์ จํากัด ตัวแทน Minitab ในประเทศไทย

เพิ่มเติมเกี่ยวกับบริษัท Minitab
Minitab ช่วยให้บริษัทและองค์กรต่างๆ สามารถมองเห็นแนวโน้มของข้อมูล, แก้ปัญหาและค้นพบประเด็นสำคัญจากข้อมูลเชิงลึก โดยนำเสนอชุดโซลูชั่นที่ครอบคลุมทุกด้านและดีที่สุดสำหรับซอฟต์แวร์ในระดับเดียวกัน ที่ใช้สำหรับการวิเคราะห์ข้อมูลและการปรับปรุงกระบวนการ
ด้วยวิธีการที่เป็นเอกลักษณ์ และการนำเสนอซอฟต์แวร์และบริการแบบองค์รวม Minitab ช่วยให้องค์กรเข้าถึงกระบวนการตัดสินใจในส่วนที่ช่วยผลักดันให้เกิดความเป็นเลิศทางธุรกิจได้ดีขึ้น ความง่ายในการใช้งานที่โดดเด่นกว่าใครมีส่วนช่วยให้ Minitab สามารถทำให้การเข้าถึงข้อมูลเชิงลึกเป็นเรื่องที่ง่าย ทีมงานของ Minitab ซึ่งประกอบด้วยผู้เชี่ยวชาญทางด้านการวิเคราะห์ข้อมูลที่ได้ผ่านการอบรมมาเป็นอย่างเข้มงวด จะช่วยให้ผู้ใช้งานมั่นใจว่าจะได้รับประโยชน์สูงสุดจากการใช้งานวิเคราะห์ข้อมูลและพร้อมที่จะให้คำปรึกษาตลอดเวลาที่ใช้งานเพื่อนำไปสู่การตัดสินใจที่ดีขึ้น รวดเร็ว และแม่นยำ
เป็นเวลากว่า 50 ปีที่ Minitab ได้ช่วยองค์การต่าง ๆ เพิ่มรายได้ ควบคุมและลดต้นทุน เพิ่มคุณภาพ เสริมสร้างความพึงพอใจของลูกค้า และเพิ่มประสิทธิภาพ ธุรกิจและองค์นับหมื่นทั่วโลกใช้ Minitab Statistical Software®, Companion by Minitab®, Minitab Workspace®, Salford Predictive Modeler® and Quality Trainer® เป็นเครื่องมือช่วยในการค้นพบและปรับปรุงความบกพร่องใน